ASTM F2096 Prueba de fugas de burbujas – ¿Cómo definir la presión y el tiempo?
¿Cómo definimos la presión de ensayo correcta y el tiempo adecuado para revelar fugas reales?
En la industria farmacéutica, todos compartimos una responsabilidad: garantizar que cada envase estéril mantenga su integridad hasta su uso final. Una fuga no es solo un defecto: es una no conformidad regulatoria, un riesgo para el paciente y un problema que nadie quiere enfrentar.
ASTM F2096 es el método más utilizado para responder a esta pregunta, aunque deja intencionalmente abiertos dos parámetros: la presión de ensayo y el tiempo de observación. Si estos parámetros se seleccionan incorrectamente, el ensayo pierde sensibilidad o compromete envases que de otro modo estarían intactos.
En este tutorial aprenderá:
- Por qué son importantes los parámetros de Presión y Tiempo.
- Cómo definir los valores de presión de prueba.
- Cómo definir correctamente el tiempo de observación.
Normas mencionadas
ASTM F2096 – Método de prueba por presurización interna (prueba de burbuja).
Por qué son importantes los parámetros de la ASTM F2096
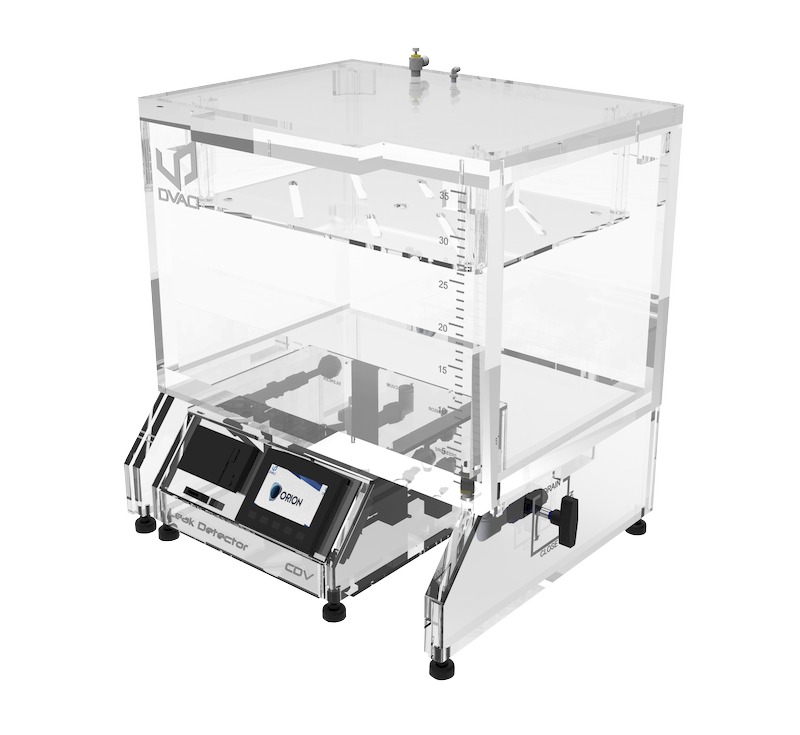
La norma establece un principio claro: el envase se presuriza bajo agua y se observa la presencia de un flujo continuo de burbujas que indicaría una fuga. Cada laboratorio debe establecer su propia presión de ensayo y su tiempo de mantenimiento a presión utilizando una metodología validada. Aquí es donde la Muestra de Control se vuelve esencial.
Hoy le mostraremos cómo definir estos parámetros de manera técnica y reproducible. También compartiremos un consejo que muy pocos laboratorios aplican, pero que puede mejorar drásticamente la confiabilidad de su ensayo. Quédese hasta el final: es información de alto valor.

Cómo definir la Presión de Prueba
ASTM F2096 requiere primero utilizar un envase con un defecto artificial conocido. En DVACI hemos publicado un video que muestra cómo crear una Muestra de Control, y le invitamos a verlo si aún no lo ha hecho.
Esta muestra es crítica porque permite identificar la presión mínima a la cual una fuga real se vuelve visiblemente detectable bajo agua. Esa presión es su punto de partida.

Una vez que presurizamos la Muestra de Control y observamos claramente la fuga, obtenemos la presión mínima de revelación de fuga. Ese valor nos indica: “por debajo de esta presión, el ensayo no es válido”. Si queremos aumentar la sensibilidad, podemos incrementar ligeramente la presión sin comprometer la integridad del envase.

Aplicamos una regla simple y eficaz: utilizar entre un 10% y un 30% por encima de la presión mínima en la que apareció la fuga por primera vez. Esto aumenta la capacidad de detección sin someter el envase a un esfuerzo excesivo.

En envases porosos, como aquellos fabricados con Tyvek®, la permeabilidad natural del material puede generar burbujas que no corresponden a una fuga. ASTM F2096 reconoce este fenómeno y recomienda el uso de un agente bloqueante,

Contamos con un video específico que muestra cómo aplicarlo correctamente. Si trabaja con Tyvek o papel médico, recomendamos encarecidamente revisarlo para evitar lecturas falsas y definir parámetros confiables.

Cómo definir el Tiempo de Observación
Una vez definida la presión de ensayo, el siguiente paso es establecer el tiempo de observación, utilizando la Muestra de Control como referencia mínima. Si la Muestra de Control revela una fuga en dos minutos, no se puede concluir que un envase está íntegro observándolo durante menos tiempo.
El tiempo de observación debe ser igual o mayor al tiempo en el que aparece la fuga bajo las condiciones seleccionadas.

Además, algunos envases pueden cambiar su comportamiento bajo presión interna: pueden inflarse, tensionar los sellos o incluso abrirse lentamente a lo largo del borde del sellado. Es importante definir un tiempo máximo razonable de observación y evitar interpretar un comportamiento mecánico tardío como una fuga real.

Consejo DVACI
Aquí hay un consejo que casi nadie aplica y que puede mejorar significativamente la confiabilidad del ensayo: realizar un ensayo de presión máxima o burst test. Aunque no forma parte del método ASTM F2096, es extremadamente útil.
Aumentar la presión hasta que el envase falle permite identificar su límite superior de integridad. Cuando se conoce tanto el punto en el que aparece la fuga mínima detectable como el punto de ruptura, la presión de ensayo se vuelve evidente, segura y defendible durante auditorías regulatorias.
Pronto publicaremos dos videos con ejemplos reales: uno para un envase no poroso y otro para un envase poroso, donde mostraremos cómo definir los parámetros de ensayo según ASTM F2096 en aplicaciones farmacéuticas prácticas. Para mantenerse informado sobre estos casos de estudio, le invitamos a visitar nuestro sitio web.

¡Podemos ayudarte! ¡Contáctanos!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}